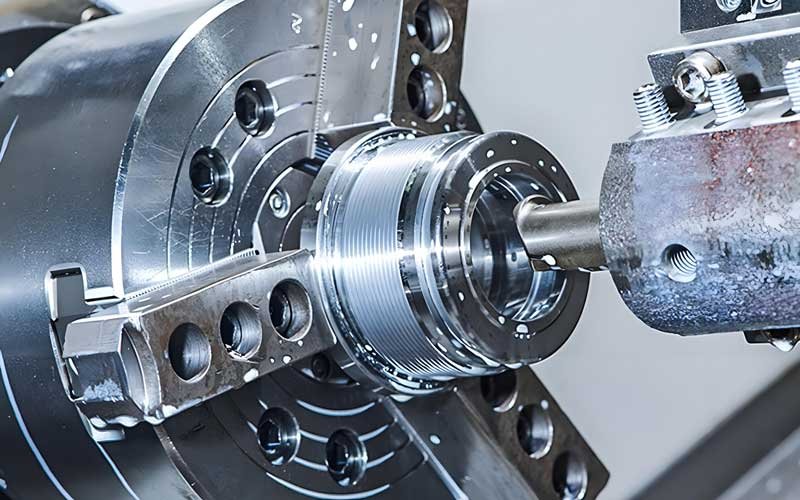
Causes and countermeasures of machining vibration problems
In CNC milling, vibration may occur due to the limitations of cutting tools, tool holders, machine tools, workpieces or fixtures, which will have a certain adverse effect on machining accuracy, surface quality and machining efficiency. To reduce cutting vibration, relevant factors need to be considered. The following is a comprehensive summary for your reference .
Fixture with poor rigidity:
Assess the direction of cutting forces and provide adequate support or improve fixtures.
Reduce cutting forces by reducing the depth of cut ap.
A milling cutter with coarse pitch and uneven pitch for sharper cutting edges.
A geometry with a small nose radius and small parallel lands.
Choose fine-grained uncoated blades or thinly coated blades.
Avoid machining where the workpiece is not adequately supported to resist cutting forces.

Workpieces with poor axial rigidity :
Consider using a shoulder milling cutter with a positive geometry (90° entering angle)
Select an insert with an L-groove.
Reduced axial cutting forces - smaller cutting depth, smaller nose radius and parallel margin.
Choose a sparse-pitch milling cutter with uneven pitch.
Check tool wear.
Check tool holder runout.
Improved tool clamping.
Unstable table feed :
Tighten the machine feed mechanism: For CNC machine tools, adjust the feed screw.
For conventional machine tools, adjust the locking screw or replace the ball screw.
Cutting data :
Reduce cutting speed ( vc )
Increase feed (fz)
Change cutting depth ap.